Features - Technical
SEPTEMBER 2, 2001
John Barnard on Gearbox Case Design
BY PETER WRIGHT
From as long as I can remember until the early 1990s, Formula 1 gearbox cases were made in cast magnesium. Many still are, but in 1994 John Barnard, who was then working for Ferrari, started a revolution in gearbox design that has culminated in the successful CFRP gearbox case used by the Arrows team since 1998.
|
|||||||||

John has never been particularly happy with cast magnesium, and had already got rid of it for uprights back in 1975, on the Parnelli Formula 1 car. When he joined Ferrari for the second time in 1993, they were using a magnesium case, longitudinal gearbox, with the gears behind the final drive, and employing the paddle shifting system that John had pioneered during his previous tenure there. The casting technology at that time produced magnesium with the possibility of porosity and variable wall thickness, due to problems of positioning the cores accurately during the casting process. Designers had to increase the structurally optimum wall thickness to allow for these deficiencies and, along with magnesium's well-known reduction in stiffness above about 100?C, this resulted in a combined bell-housing/engine oil tank/gearbox case weight of around 27.5Kg. The loads put through the gear case as part of the chassis of the car, and the flexing of the hot case often generated fatigue-cracking around stress raisers in a new design, and even cases to a proven design needed replacing after half a season at the most.
John wanted to do something different for the 1994 car. "I looked at a transverse layout, to see if I could line up the bearings of the gear shafts and final drive/differential into planes and move the weight ahead of the rear wheels. In that way I could hang them on flat plates and hence fabricate the gear case. I wanted to do it in CFRP, but had no confidence to hang the bearings in that material. Instead we used steel." The gear case was made up as a fabricated steel box, with the sides machined out of 25mm plate, CNC-milled down to 1.2mm wall thickness and ribs. The gear case weighed only a little less than the magnesium one it replaced, which was a disappointment. "In mid-season we switched to titanium instead of steel, and gained an immediate 40% weight reduction." Manufactured at Barnard's Ferrari Design and Development base in the UK (now B3 Technologies), they had to get to grips with welding titanium in inert gas tanks. "There were few problems: to avoid distortion during welding thin sections, it had to be done in the right order and allowed to cool between steps." Machining the titanium plates required considerable investment in CNC machine tools, but otherwise John claims this approach is not more expensive than traditional techniques. Process time is longer however, and cannot compete with casting rates.
The weight reduction at the rear of the car was most valuable, but the increased hot stiffness also meant better gear reliability. As the gears do not displace significantly under load, they can be ground to truer profiles for greater efficiency and durability.
The '94 transverse gearbox was the first to use John's internal-spline dog-ring arrangement. The three face dogs on each gear engaged with internal dogs, which themselves had splines on their inner diameter to engage with the shaft. The width saving was around 6mm per dog-ring, to give an overall width reduction of 18mm. He has used this arrangement ever since. For 1995, the fabricated titanium gear case bolted to a CFRP bell-housing/oil tank, onto which the suspension units were mounted and into which the majority of the suspension loads were fed. There were some initial problems with cracking and oil leaks at the suspension mounting points on the CFRP oil tank. These were caused by insufficient overlaps at the joints, and after the tank was lined with a tank slushing compound no further leaks occurred. The '94 and '95 gearboxes were a 3-bearing arrangement, but in 1996 John went to a 2-bearing design. This year was also the first in which a CFRP rear impact crash structure was fitted, albeit one year ahead of the FIA requirement. The same basic arrangement - CFPR bell-housing/titanium fabricated gear case/CFRP rear case and impact structure - has been in use at Ferrari ever since, but in longitudinal layout since 1998.
With 4 years of successful experience of the CFRP/titanium gearbox construction under his belt, John decided to take the next step when he joined Arrows to design their 1998 car. He was not the only Technical Director to believe the time was right for a full CFRP gearbox case: Alan Jenkins committed the fledgling Stewart team to one too. Both boxes were longitudinal, and both had bonded in transverse bulkheads to carry the gear-shafts' bearings. However, where the Arrow's case employed titanium for the bulkheads, the Stewart used aluminum, and the different success of the two designs is rooted in this variation. While Arrows continue to use Barnard's basic arrangement, Stewart, now Jaguar, have reverted to magnesium after a lot of trouble with the joints between the aluminum bulkheads and the CFRP casing, in spite of eventually solving the problems. John: "The bonded joints are the key to building a successful gear case in CFRP. The joints must have fully machined mating faces and the correct surface preparation. We experienced no leakage problems with the joints (the bulkheads keep the oil in), and I suspect it was Stewart's choice of aluminum, which has over twice the thermal expansion of titanium, that caused them problems. The coefficient of thermal expansion of CFRP is very low, and when the box heats up to its running temperature of over 100?C, quite a lot of stress can build up in the joint between the two materials."
|
|||||
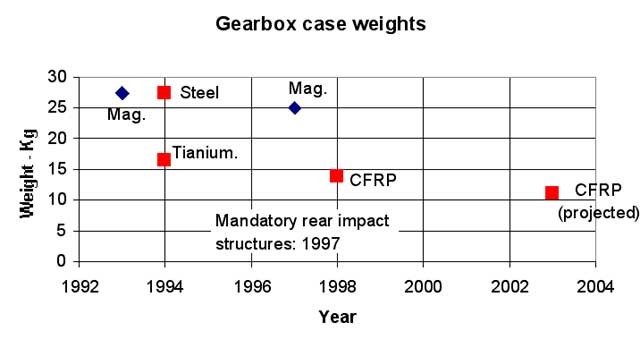
The CFRP main case weighed under 9kg, and the rear case, including rear impact structure, weighed 4kg, the two assembled together totalling 14kg. This compared well with the equivalent magnesium cases that they replaced, which weighed 25kg. The saving at the rear of the car translated into more available ballast to be mounted forward, in an era when every effort was being made to move weight forward to make the wide front tires work. The all-CFRP design gets rid of the joint between the bell housing and the gear case, increasing overall stiffness. A surprising advantage was that the oil in the box ran cooler - 100?C instead of the more usual 130?C. Part of this is due to the greater efficiency of the correctly meshed gears, but John also believes that the insulating properties of the carbon fibre/Bismalamide resin casing prevented heat being transferred from the hot air stream from the radiators and around the exhaust pipes to the oil. Altogether the Arrows gear cases have been reliable, lasting more than a season.
The final and obvious question I asked John was: Why are there no other CFRP gearboxes in Formula1? "I think people have bottled out of doing one, after the traumatic time Stewart had with theirs. I believe the weight could now be got down to around 11kg, and there really are no disadvantages except production time. Others are using investment-cast titanium, which is quick to make a case and uses the same design approach to magnesium. Maybe the major teams have parallel programs to gain the necessary experience to produce a CRFR box - I don't know."
Solving the problems of accommodating concentrated loads in a hot, CFRP structure leads the way to using the material in the last permitted application of CFRP that has not yet been attempted - the uprights - components which are also made in investment-cast titanium. John: "I would love to tackle that!"